Email:netcpu@sfjsjx.com
Tel:+86 13327316974
Factory ADD:ShuangFeng County, Hunan,China
Sales Add:Yuhua District,Changsha City, Hunan Province,China
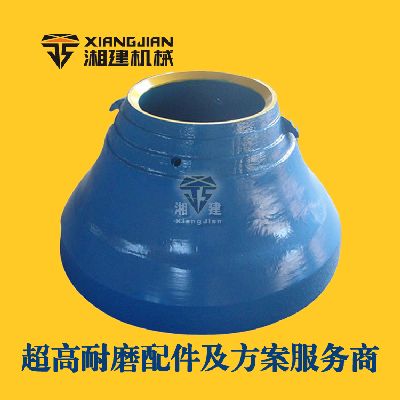
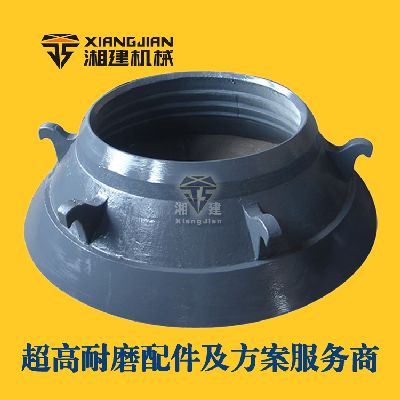
破碎壁和轧臼壁一静一动,起到破碎石矿的作用,是圆锥破碎机上的重要作业部分零件。也是损耗最严重的部分,往往采购最在意的都是,破碎壁与轧臼壁的使用寿命和耐磨度等因素,在意的确没错,但是真正的工艺是怎样,想必大家对于这一无所知,下面湖南湘建公司向大家简述:
新型破碎壁、轧臼壁的双金属复合生产工艺是,先将加铸的37块耐磨合金镶块衬板按图纸尺寸及材质要求铸造成毛坯,打磨清理后,在铸造母体衬板时按图纸上要求镶块的相对位置,设计一套工装卡具进行限位、定位,然后按照特定的排列间隔和排列角度铸入衬板的母材中。
由于高铬铸铁耐磨材料镶块在硬度和耐磨特性上与衬板母材(ZGMn13)存在较大的原始差异,母材(ZGMn13)衬板因原始硬度较低在工作很短的时间后表面就会存在浅槽,这种浅槽可以一直保持到衬板报废为止。在衬板工作表面上加铸高铬铸铁耐磨合金镶块后,圆锥破碎机的使用寿命是单一高锰钢平形衬板的1.5倍以上。
新型圆锥破碎机破碎壁、轧臼壁的双金属复合生产工艺是相对原有破碎壁、轧臼壁的双金属复合生产工艺来说的,那么,新型的双金属复合生产工艺和原有的技术相比,有哪些优势和特点呢?
1、腔型更加合理,增加了两个凸台。
物料在破碎腔内不再是直接沿破碎壁下滑至平行带,而是在经过凸台时产生碰撞与跳动,这样物料在平行带内的分布将更加均匀。另外,由于凸台的缓冲作用,物料经凸台后自由坠落速度将减慢,通过平行带的时间延长。
2、平行带加长。
原破碎壁、轧臼壁平行带长度为275mm,新型破碎壁、轧臼壁长为315mm,加长了40mm。在破碎壁、轧臼壁的直径和高度等基本尺寸没有变化情况下,提高了破碎壁、轧臼壁的工作效率。
3、平行带表面预置镶块(315mm×30mm×50mm)各37块。
利用双金属原始硬度差形成凹槽,破碎壁、轧臼壁各37块镶块,分别呈左倾、右倾15°分布。使物料在运动中受到剪应力作用,有助于降低粒度及片状物料的存在,并显著增加其使用寿命。
湖南湘建新型耐磨材料科技有限公司是专业耐磨件铸造厂家,主营高锰钢、高铬、耐磨合金钢铸件 ,常年提供其他厂家的备品备件加工业务,不管是哪个厂家的什么型号的耐磨铸件,只要你能提供图纸、样品或模具,我们都能生产!欢迎广大国内外客户来电洽谈业务。
Copyright © 2002-2026 XiangJian E-mail: netcpu@sfjsjx.com Tel: +86 13327316974 Add: Yuhua District,Changsha City, Hunan Province,China